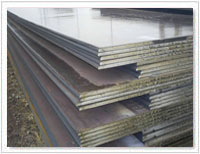
和其他鑄造工藝方法相比,利用旋轉(zhuǎn)產(chǎn)生離心力的離心鑄造有其獨(dú)特的優(yōu)點(diǎn),即:1)不用砂芯即可鑄出中空筒形和環(huán)形鑄件及不同直徑和長(zhǎng)度的鑄管,生產(chǎn)效率高、生產(chǎn)成本低。2)某些件不需任何澆冒口,提高了金屬液的利用率。以離心球墨鑄鐵管為例,1t鑄管僅消耗1040kg鐵液,即出品率超過(guò)了96%(包括廢品的損失在內(nèi))。3)金屬液在離心力下凝固,組織細(xì)密。較輕的渣、氧化物等夾雜在離心力作用下將浮出金屬液本體,留在內(nèi)表面,能用機(jī)械加工方法除掉,從而能確保發(fā)動(dòng)機(jī)缸套等鑄件的高性能要求。4)取決于金屬型的冷卻速度,在確定的鑄件壁厚范圍內(nèi),能獲得從金屬型型壁到鑄件內(nèi)壁的定向凝固組織。5)可澆注不同金屬的雙金屬鑄件,例如軋輥、面粉磨輥等,使零件有外硬內(nèi)韌,具有更好的使用性能。
離心鑄造的局限性
1)真正離心鑄造工藝僅適用于中空的軸對(duì)稱(chēng)鑄件,而這類(lèi)鑄件的品種并不多。2)離心鑄造要使用復(fù)雜的離心鑄造機(jī),一般其價(jià)格十分昂貴,故離心鑄造車(chē)間的投資要比其他鑄造方法要多。3)由于離心力的作用,容易使某些金屬液在凝固過(guò)程中產(chǎn)生密度偏析。離心球墨鑄鐵管在澆注時(shí),如碳當(dāng)量過(guò)高就會(huì)造成石墨向內(nèi)偏析。4)靠離心力形成的內(nèi)表面比較粗糙,往往不能直接應(yīng)用。
從上述優(yōu)點(diǎn)及局限性可看出,離心鑄造使用于特定的、大批量生產(chǎn)的鑄件。
|

擊這里給我發(fā)消息")